 Что такое разметка Что такое разметка
Разметкой - это операция нанесения на обрабатываемую
поверхность разметочных линий (рисок). Основное назначение разметки
заключается в указании границ, до которых следует обрабатывать заготовку в
механическом цехе или на слесарном участке.
Разметка играет важную роль в единичном, опытном,
мелкосерийном производстве, она также необходима в инструментальных цехах при
изготовлении различных шаблонов, штампов, приспособлений. В крупносерийном и
массовом производстве, где используются специальные приспособления,
кондуктора, комбинированные инструменты (например, наборы фасонных фрез),
станки с ЧПУ, надобность в разметке отпадает. При сборочных работах
разметочные линии в ряде случаев применяют для установки и выверки
сопрягаемых (соединяемых) деталей.
Разметка разделяется на плоскостную и пространственную
(объемную).
Плоскостная разметка используется для геометрических
построений, указания границ контура детали и межосевых расстояний отверстий
на плоских поверхностях заготовок. В этих случаях риски наносятся только на
одной плоскости. Погрешность размеров при плоскостной разметке колеблется от
0,2 до 0,5 мм.
Инструменты для
разметки по металлу
Инструмент и приспособления, применяемые при разметке,
объединяются в основные группы:
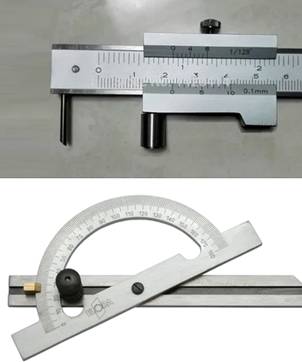
1) инструмент для нанесения и накернивания рисок
— чертилки, рейсмасы, штангенрейсмасы, пружинные циркули, разметочные
штангенциркули, кернеры инструмент для нахождения центров деталей —
кернер-центроискатель, угольник-центроискатель, транспортир-центроискатель,
специальные приспособления для разметки деталей с большими отверстиями;
2) приспособления для размечаемых заготовок—
подкладки, домкраты, поворотные приспособления, вертикальные стойки для
измерительных линеек, дополнительные плоскости к разметочной плите,
делительные приспособления и центровые бабки
После работы плиту протирают тряпкой, смазывают маслом и
накрывают деревянным щитом-крышкой. Размечаемые заготовки нельзя передвигать
по плите, иначе на них могут появиться царапины и забоины. Плиты размещают на
кирпичных фундаментах в наиболее светлой части помещения слесарного участка
(под световым фонарем с вертикальным падением световых лучей) в местах, где
отсутствует вибрация от работающих станков.
 Подготовка заготовок к разметке.
Перед разметкой заготовку очищают от пыли, окалины, коррозии стальной щеткой,
шлифовальной шкуркой и т. п. Затем измеряют ее размеры и сравнивают их по
чертежу с окончательными размерами детали. Намечают последовательность
разметки (установку заготовки на плите, ее выверку в горизонтальной и
вертикальной плоскостях). Определяют поверхность (базу) заготовки, от которой
следует откладывать размеры при разметке (основание детали, отверстие, ось
симметрии и т. п.). Наконец, готовят поверхности заготовки к окрашиванию.
Заготовки из листового, полосового и круглого материала обязательно должны
быть отрихтованы на специальной плите ударами молотка через гладилку или под
прессом. Подготовка заготовок к разметке.
Перед разметкой заготовку очищают от пыли, окалины, коррозии стальной щеткой,
шлифовальной шкуркой и т. п. Затем измеряют ее размеры и сравнивают их по
чертежу с окончательными размерами детали. Намечают последовательность
разметки (установку заготовки на плите, ее выверку в горизонтальной и
вертикальной плоскостях). Определяют поверхность (базу) заготовки, от которой
следует откладывать размеры при разметке (основание детали, отверстие, ось
симметрии и т. п.). Наконец, готовят поверхности заготовки к окрашиванию.
Заготовки из листового, полосового и круглого материала обязательно должны
быть отрихтованы на специальной плите ударами молотка через гладилку или под
прессом.
Окрашивание поверхностей заготовок производят различными
составами. Чисто обработанные напильником, шлифовальной шкуркой или иным
способом поверхности окрашивают раствором медного купороса. После его
высыхания на поверхностях остается тонкий слой меди, на который хорошо
наносятся разметочные риски.
Для окрашивания применяют также быстросохнущие лаки и
краски. Мелкие заготовки окрашивают, держа их в левой руке в наклонном
положении. Необработанные заготовки, полученные путем отливки, ковки или
штамповки, после очистки их от окалины или формовочной земли покрывают мелом,
разведенным в воде до густоты молока. Чтобы раствор был прочнее и быстро
высыхал, в него добавляют жидкий столярный клей и сиккатив.
Окраску следует проводить на специальных стеллажах или на
полу у разметочной плиты. У крупногабаритных заготовок достаточно окрашивать
лишь те места, на которые необходимо наносить разметочные риски. Если заготовки
имеют отверстия, проемы, зевы и т. п., то в них забивают деревянные бруски
или планки с пластинками из белой жести, латуни или свинца, на которых
размечают центровые отверстия.
Если базой являются центровые риски, то разметку начинают
с них. Вычерчивание дуг последними дает возможность проверить точность
расположения прямых линий: если линии нанесены точно, дуга замкнет их и
сопряжение получится плавным. Разметка закончена, если изображение на
плоскости заготовки полностью соответствует чертежу.
Прямые линии наносят чертилкой, которая должна быть
наклонена в сторону от линейки. Линейку или угольник плотно прижимают к
заготовке левой рукой и чертилкой проводят риски, не прерывая движения. Риски
наносят только один раз, чтобы не получилось раздвоения. Если риска не
получилась, ее закрашивают и проводят вновь. Разметку параллельных,,
перпендикулярных и наклонных рисок, деление углов и окружности на равные
части, построение сопряжений и овалов выполняют по методам, применяемым при
черчении.
 Для партии одинаковых
деталей применяют разметку по шаблонам. Шаблоны изготавливают из листовой
стали. Его конфигурация и размеры должны точно соответствовать детали. При
разметке шаблон накладывают на подготовленную поверхность, а затем чертилкой
обводят его контур. Для партии одинаковых
деталей применяют разметку по шаблонам. Шаблоны изготавливают из листовой
стали. Его конфигурация и размеры должны точно соответствовать детали. При
разметке шаблон накладывают на подготовленную поверхность, а затем чертилкой
обводят его контур.
Отыскание центров окружностей осуществляют с помощью
центроискателей и центронаметчиков.
Керкение разметочных рисок. После разметки
линии накернивают. Делается это для того, чтобы они не стерлись при обработке
заготовки и чтобы при последующем сверлении имелось центровое отверстие для
предварительного направления сверла. Керны (конусные углубления) выполняют
неглубокими, они должны разделяться разметочной риской пополам.
Кернер берут тремя пальцами левой руки, ставят, слегка
наклоняя от себя, острием на-разметочную риску так, чтобы оно располагалось
строго на середине риски. Затем кернер быстро ставят перпендикулярно
размечаемой плоскости и наносят по его головке легкий удар разметочным
молотком массой 100...200 г. В такой последовательности наносят керны по всем
разметочным рискам. На длинных рисках расстояние между двумя соседними
углублениями должно быть 25...30 мм, на коротких— 10...15 мм, на
закруглениях, сопряжениях и других криволинейных участках — 5..Л0 мм. Линии
малых окружностей накернивают в четырех взаимно перпендикулярных точках,
линии больших окружностей — в 6...8 местах. На пересечениях и сопряжениях
накерни- вание рисок обязательно.
Пространственная разметка производится на
поверхностях объемных заготовок, расположенных в плоскостях под различными
углами друг к другу. По своим приемам пространственная разметка существенно
отличается от плоскостной. Трудность пространственной разметки заключается в
том, что здесь требуется не только размечать отдельные поверхности заготовки,
но и увязывать эту разметку между собой. При такой разметке необходимо
выбрать базовую поверхность, относительно которой можно было бы разметить
наибольшее количество осей и плоскостей, установить главные оси заготовки,
количество ее положений на плите и последовательность разметки.
Пространственную разметку производят на разметочной
плите/Заготовку устанавливают таким образом, чтобы каждая плоскость или ось
детали была параллельна или перпендикулярна общей плоскости разметочной
плиты. Для установки и выверки заготовки на разметочной плите используют
различные призмы, опорные подкладки, домкраты, разметочные кубики и
специальные (часто поворотные) приспособления.
Выбор базовой поверхности при разметке зависит от
конструктивных особенностей и технологии изготовления детали. При этом
руководствуются следующими правилами: у заготовок с уже обработанными
плоскими поверхностями установочной базой является наибольшая обработанная
поверхность; у цилиндрических заготовок или заготовок с отверстиями — плоская
поверхность, параллельная оси, или оси отверстия; у заготовок, наружные и
внутренние поверхности которых еще не обработаны,— наружная поверхность; у
заготовок с частичной обработкой — необрабатываемая поверхность.
Подготовка к разметке включает очистку поверхности
заготовки, установку деревянных пробок в отверстия (проемы, пазы) с обоих
концов, окраску размечаемых мест меловым раствором на необработанных
поверхностях и раствором медного купороса на обработанных поверхностях.
При установке заготовки на плите первое ее положение
выбирают так, чтобы было удобно начать разметку от выбранной базы,
параллельной плоскости разметочной плиты. Требуемого положения добиваются с
помощью подкладок, клиньев, домкратов или угольников, разметочных ящиков,
призм. Заготовка должна быть установлена прочно, -без качания.
Приемы пространственной разметки в основном совпадают с
приемами проекционного технического черчения. При нанесении разметочных линий
заготовка остается неподвижной. Риски проводятся с одного раза. Сначала
наносят все горизонтальные риски со всех четырех или двух противоположных
сторон заготовки, затем вертикальные и наконец — все окружности, дуги,
сопряжения, фасонные и наклонные линии.
Параллельно основным разметочным рискам на расстоянии
5...7 мм проводят контрольные риски, которые служат для проверки установки
заготовки на станке при дальнейшей ее обработке.
Разметка вертикальных рисок может быть
выполнена тремя способами: 1) с помощью угольника без перекантовки заготовки;
2) рейсмасом или штангенрейсма- сом при повороте заготовки на 90°; 3) с
применением разметочных ящиков, призм и угольников, на которых скобами,
струбцинами или прижимами закреплены заготовки.
Кернение рисок при пространственной разметке производят
так же, как и при плоскостной разметке.
|